Food Grade Conveyor Belts
Food safety and hygiene are crucial, especially when it comes to conveyor belts that directly contact with foodstuff.
Challenges include but not limited to the ever-increasing food-safety standards, complicated production environment, diverse types of food products...
Proudly, Kunming Conveyor Belt tackle them all.
Our food processing belts are designed with food grade materials, FDA/EU/HACCP-compliant design, easy-to-clean surfaces, excellent resistance to oil/fat/chemical/wear/abrasion, and wide temperature range, to ensure smooth and contamination-free conveying.
Applications
- Fruits
- Vegetables
- Meat
- Poutry
- Dairy
- Bakeries
- Confectionery
- Fish & Seafood
- Medical
- Beverage
- Cosmetics
Features and Advantages
that set us apart from other food grade conveyor belts:
- Wider Product Range
- More Customization Options
- Better Release Properties
- Broad Temperature Range
- Compliance Assurance - FDA/EU/REACH
- HACCP Hygienic Principles

Material Excellence

Tests & Certifications
 ISO 9001
ISO 9001
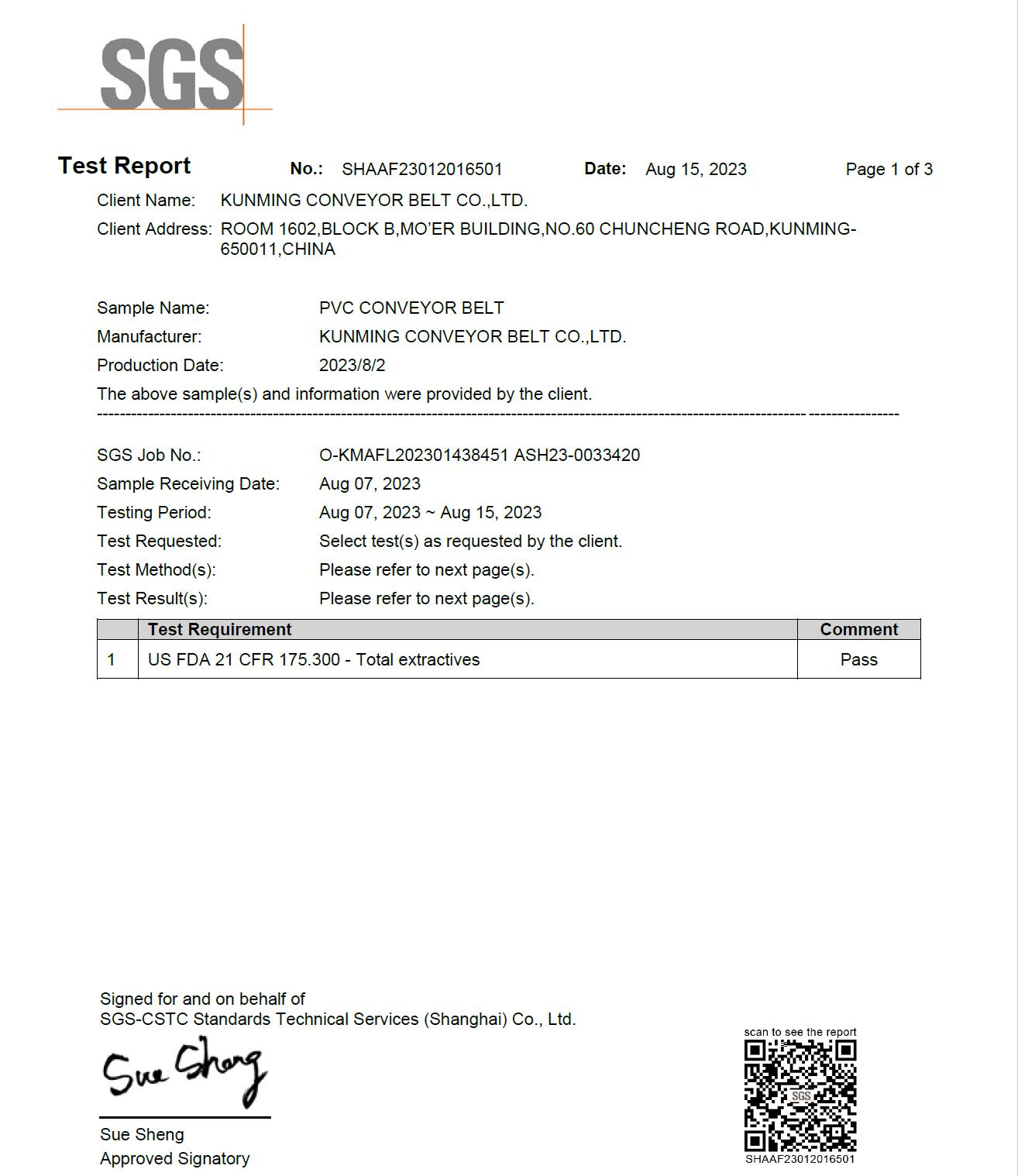 FDA APPROVAL
FDA APPROVAL
 EU COMPLIANCE
EU COMPLIANCE
Available Features: (More advanced features available upon request, please CONTACT US for more information)
FDA Approved
Flame Retardance
Abrasion Resistance
Oil/Fat/Grease Resistance
Chemical Resistant
Cold Resistance
-
Homogeneous conveyor belt specially designed to meet the highest food safety standards, and ensures a hygienic and reliable transportation method for various food products throughout the processing line. √ Hygienic Material: this conveyor belt ensures optimal cleanliness and meets strict food safety standards;√ Excellent Durability: Highly resistant to abrasion, chemicals, and oils, ensuring a longer product lifespan and reducing maintenance costs;√ Superior Traction: With its positive drive system, this conveyor belt provides excellent grip and smooth operation, preventing slips and product damage even in high-speed applications;√ Easy to Clean: The smooth, non-porous surface of the belt allows for quick and effortless cleaning, minimizing maintenance cost and downtime while maximizing productivity;√ Precise and Silent Transfer: The low-noise operation of this conveyor belt ensures a quiet working environment, while its precise transfer capabilities maintain product integrity throughout the transportation process.
-
White
-
Milky White
-
Blue
-
Dark Blue
-
-
Homogeneous conveyor belt specially designed to meet the highest food safety standards, and ensures a hygienic and reliable transportation method for various food products throughout the processing line.Hygienic Material: this conveyor belt ensures optimal cleanliness and meets strict food safety standards;Excellent Durability: Highly resistant to abrasion, chemicals, and oils, ensuring a longer product lifespan and reducing maintenance costs;Superior Traction: With its positive drive system, this conveyor belt provides excellent grip and smooth operation, preventing slips and product damage even in high-speed applications;Easy to Clean: The smooth, non-porous surface of the belt allows for quick and effortless cleaning, minimizing maintenance cost and downtime while maximizing productivity;Precise and Silent Transfer: The low-noise operation of this conveyor belt ensures a quiet working environment, while its precise transfer capabilities maintain product integrity throughout the transportation process.
-
White
-
Milky White
-
Dark Blue
-
-
Homogeneous conveyor belt specially designed to meet the highest food safety standards, and ensures a hygienic and reliable transportation method for various food products throughout the processing line. Hygienic Material: this conveyor belt ensures optimal cleanliness and meets strict food safety standards;Excellent Durability: Highly resistant to abrasion, chemicals, and oils, ensuring a longer product lifespan and reducing maintenance costs;Superior Traction: With its positive drive system, this conveyor belt provides excellent grip and smooth operation, preventing slips and product damage even in high-speed applications;Easy to Clean: The smooth, non-porous surface of the belt allows for quick and effortless cleaning, minimizing maintenance cost and downtime while maximizing productivity;Precise and Silent Transfer: The low-noise operation of this conveyor belt ensures a quiet working environment, while its precise transfer capabilities maintain product integrity throughout the transportation process.
-
White
-
Milky White
-
Blue
-
Dark Blue
-
-
Thousands of buyers from around the world have been looking for sellers who can provide them the best quality of Conveyor Belt within their cities or countries.KCB is a perfect place to look for sellers and manufacturers of Airport Transportation within your city or in other cities in the world. Thousands of buyers of white conveyor belt for food FDA 4mm diamond profile have been rushing towards our website because they know that they will always find the best manufacturers and sellers of the products in the world. We have always made things easy for the people who are willing to buy or sell stuff to people around the world. We strive to make the world of trade easy for both the buyers and sellers around the world. Get in touch with the sellers who meets your budget and is offering you high quality of product from our website today.
-
<style type="text/css">.ItemTitle{font-size:14px; font-weight:bold; color:#4f9d8f; border-bottom: 3px #4f9d8f solid;} @media screen and (min-width: 900px) { #tablel{float:left; width:50%;} #tabler{width:45%; margin-left:20px; float: left;} @media screen and (max-width: 899px) { #tablel{width:100%; clear:both; margin: 0;} #tabler{width:100%; clear:both; margin-left: 0;} }</style> <div id="tablel"> <table width="90%" cellspacing="0" cellpadding="0" border="1 solid"> <colgroup>...
-
The technologies are applied to the manufacturing process, some of which contribute to the high efficiency of Conveyor Belt PVC (EM120/2: 0+1.0/3.0W) manufacturing and others ensure the stable and durable performance of the product.At present, the product is widely used in the field(s) of Conveyor Belt with its multi-functional characteristics.
-
Flexible-and-Robust conveyor belt specifically designed to meet the unique challenges of dough and cake processing in the food industry. This belt features a top layer made of felt and an internal layer crafted from pvc, combining flexibility and robustness for optimal performance. With exceptional food-grade quality and oil resistance, it ensures utmost hygiene and durability. Custom colors, thicknesses, profiles and special features available upon request, please contact us for more information.
-
This belt features polyester-cotton interwoven fabric, providing exceptional flexibility while maintaining high tensile strength and wear resistance. With its exceptional food-grade quality, oil resistance, and ability to withstand high temperatures, this belt is suitable for all food processing industries. Custom colors, thicknesses, profiles and special features available upon request, please contact us for more information.
-
Experience superior performance, hygiene, and efficiency with this meticulously engineered Homogeneous Conveyor Belt.Grasp the advantages of a high-quality, hygienic, and efficient conveyor solution tailored specifically to the needs of the food industry.Smooth and non-porous belt surface for easy cleaning and reduced risk of contamination;Excellent resistance to oils, fats, and chemicals for enhanced performance;Resists the growth of bacteria, mold, and contaminants for superior hygiene;Easy to clean, reducing the risk of cross-contamination; Minimized product damage and downtime, leading to improved productivity.Custom colors, thicknesses, profiles and special features available upon request, please contact us for more information.
-
White
-
Milky White
-
Blue
-
Dark Blue
-
-
With its food-grade quality and FDA approval, this belt ensures highest safety and hygienic handling of all kind of food products, anti-static and high temperature properties further enhance its suitability and reliability for food processing and various of other production lines. Custom colors, thicknesses, profiles and special features available upon request, please contact us for more information.
-
Versatile food-grade polyurethane conveyor belt meticulously engineered to excel in fish, meat, and dough processing applications within the food industry. This belt combines exceptional food-grade quality, oil resistance, and anti-static properties to ensure optimal performance, hygiene, and safety. Designed to withstand the demands of fish, meat, and dough processing, it offers reliable and efficient handling. Elevate your food industry operations with this reliable conveyor belt, perfectly suitable for fish, meat, and dough processing applications. Custom colors, thicknesses, profiles and special features available upon request, please contact us for more information.
-
Versatile food-grade polyurethane conveyor belt designed to excel in both fish and dough processing applications within the food industry. This belt boasts exceptional food-grade quality, FDA approval, anti-static properties, and cut-resistant technology, ensuring impeccable hygiene, safety, and durability. Whether it's delicate fish handling or demanding dough processing, this belt delivers outstanding performance. Custom colors, thicknesses, profiles and special features available upon request, please contact us for more information.























